 0519-88402881
0519-88402881





液壓卡盤這樣使用精度立刻提升到0.01mm
 2019年05月23日 |
2019年05月23日 | 閱讀次數:4000
閱讀次數:4000一、使用注意事項
1.當更換上爪時,必須清理基爪的齒型部分及T型螺帽的接合部分,否責將造成精度上的不準。
2.依照工件外形及切削情況來設定油壓壓力,如果管狀的工件被高壓夾持造成變形。
3.夾持斜面或錐度的鐵品工件時,使用的特殊爪需要有齒狀之夾持面,工作物才不會飛散。
4.夾持偏心工件物時,偏心重量產生的離心力作用在單一爪上,加工時需使用低轉速。

5.不可使用與基爪排齒不合之上爪,齒合度不足,將影響夾持力與精度,嚴重者使基爪損壞。
3.作業開始之前,使用低轉速試做一次,檢查上爪和工作物的位置是否與刀具,刀具座產生干涉。
7.如果夾持長度的工作物時,使用尾座架支撐另一端。

8.長時間停置機器時,夾頭上不可夾持工作物。
9.當操作不當或機械故障所造成刀具或刀具座撞擊夾頭,立即停機檢查上爪、基爪、T型螺帽、連接螺絲及夾持精度等是否正常。
10.特殊高度上爪使用之油壓壓力需要比標準上爪低。
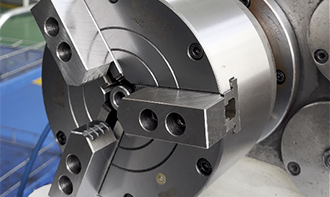
工作物必須夾持于行程的中點位置,或在中點以內這樣的精度準確及穩定度可以達成,盡量防止用行程的盡端來夾持工件。
設定爪夾位置時必須注意T型螺帽,正確使用方法T型螺帽不可以突出基爪。
型螺帽突出基爪,不正確使用方法將造成基爪或T型螺帽的損壞及精度上的不準。
如果上爪鎖緊螺絲,其鎖入T型螺帽內的螺紋深度太淺,將致使T型螺帽破損。反之,螺絲突出T型螺帽底部,則即使螺絲已經緊鎖也無法將上爪完全固定,因此,上爪鎖緊螺絲的全長應在距離T型螺帽底部內0-1mm長。

務必使用附屬之T型螺帽及固定螺絲(在無法避免的情況下,使用附屬以外的螺帽及螺絲,必須在12.9以內(M22以上10.9),的高張力螺絲并且特別注意長度是否足夠)。
當T型螺帽被松開時,不能啟動主軸旋轉,否則上爪及T型螺帽會飛散,產生危險。
上爪是經由T型螺帽及連接螺絲安裝于基爪上并可在基爪排齒調整上爪的位置。
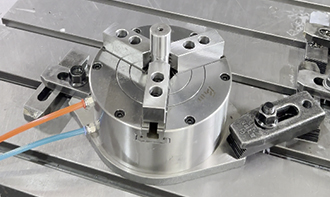
如果在安裝上爪時,基爪位于開端,T型螺帽于防塵蓋的距離少于基爪的行程,那么T型塊將會撞擊防塵蓋,導致防塵蓋損壞。
如果T型螺帽超出基爪排齒基準位置,T型螺帽將會撞擊到防塵蓋,導致防塵蓋損壞。
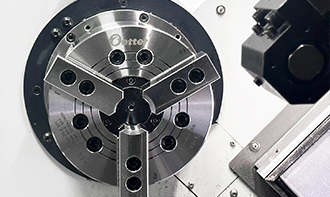
二、油壓卡爪的成型方法
準備成型圈
在輪態的成型圈上分成三等分的安裝銷,螺絲或螺帽。

操作切換閥把基爪打開到高性能。
將成型圈插入爪上孔操作切換閥夾住成型圈突出部分,此時將成型圈的端面押至軟爪的頂端,并使之不振動,確認夾爪不可突出夾頭外周。
在夾持著成型圈狀態下,切削軟爪夾持部分(d)或請加工和工作物的把握部直徑相同(H7程度)表面粗度6S以下。





查看更多(共0條)評論列表